
|
|
压缩空气是工业领域中应用*广泛的动力源之一。由于其具有安全、无公害、调节性能好、输送方便等诸多优点,使其在现代工业领域中应用越来越广泛。但要得到品质优良的压缩空气需要消耗大量能源。在大多数生产型企业中,压缩空气的能源消耗占全部电力消耗的10%―35%。
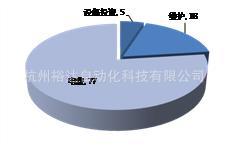
根据行业调查分析,空压机系统5年的运行费用组成:系统的初期设备投资及设备维护费用占到总费用的23%,而电能消耗(电费)占到77%,几乎所有的系统浪费*终都是体现在电费上。
根据对全球范围内各个行业的空气系统进行评估,可以发现:绝大多数的压缩空气系统,无论其新或旧,运行的效率都不理想―压缩空气泄漏、人为用气、不正确的使用和不适当的系统控制等等均会导致系统效率的下降,从而导致客户大量的能耗浪费。据统计,空气系统的存在的系统浪费约15―30%。这部分损失,是可以通过全面的系统解决方案来消除的。
(1)空压机加、卸载供气控制方式的能源浪费
空压机加、卸载供气控制方式使得压缩气体的压力在Pmin~Pmax之间来回变化。其中,Pmin为能够保证用户正常工作的*低压力值;Pmax为设定的*高压力值。一般情况下,Pmin和Pmax之间的关系可用下式表示: Pmax =(1+ )Pmin,式中,的数值数值大致在10%~25%在之间。
若采用变频调速技术连续调节供气量,则可将管网压力始终维持在能满足供气的工总压力上,即等于Pmin的数值。
由此可见,加、卸载供气控制方式浪费的能量主要在三个部分:
1) 压力超过Pmin所消耗的能量
当储气罐中空气压力达到Pmin后,加、卸载供气控制方式还要使其压力继续上升,直到Pmax。这一过程中需要电源提供压缩机提供能量,从而导致能量损失。
2)减压消耗的能量
气动元件的额定气压在Pmin左右,高于Pmin的气体在进入气动元件前,其压力需要经过减压阀减压至接近Pmin。这一过程同样是一个能耗过程。
3)调节方法不合理所消耗的能量
通常情况下,当压力达到Pmax时,空压机通过如下方法来降压卸载:关闭进气阀使空压机不需要再压缩气体做功,但空压机的电动机还是要带动螺杆做回转运动,据测算,空压机卸载时的能耗约占空压机满载运行时的10%~15%,在卸载时间段内,空压机在在做无用功,白白地消耗能量。同时将分离罐中多余的压缩空气通过放空阀放空,这种调节方法也要造成很大的能量浪费。
(2)加、卸载供气控制方式的其他损失
1)靠机械方式调节进气阀,使供气量无法连续调节,当用气量不断变化时,供气压力不可避免地产生较大幅度的波动,从而使供气压力精度达不到工艺要求,就会影响产品质量甚至造成废品。再加上频繁调节进气阀,会加速进气阀的磨损,增加维修量和维修成本。
2)频繁地打开和关闭放气阀,会导致放气阀的寿命大大缩短。
空压机是一种把空气压入储气罐中,使之保持一定压力的机械设备,属于恒转矩负载,其运行功率与转速城正比,即
PL=。式中,PL为空压机的功率;TL为空压机的转矩;nL为空压机的转速。
所以单就运行功率而言,采用变频调速控制器节能效果远不如风机泵类二次方负载显著,但空压机大多处于长时间连续运行状态,传统的工作方式为进气阀开、关控制方式,即压力达到上限时关阀,压缩机进入轻载运行;压力达到下限时开阀,压缩机进入满载运行。这种频繁地加减负荷过程,不仅使供气压力波动,而且是空气压缩机的负荷状态频繁的变换。由于设计时压缩机不能排除在满负荷状态下长时间运行的可能性,所以只能按*大需求来选择电动机的容量,故选择的电动机容量一般较大。在实际运行中,轻载运行的时间往往所占的比例是非常高的,这就造成巨大的能源浪费。
值得指出的是,供气压力的稳定性对产品质量的影响是很大的,通常生产工艺对供气压力有一定要求,若供气压力偏低,则不能满足工艺要求,就可能出现废品。所以为了避免气压不足,一般供气压力较要求值要偏高一些,但这样会使成本高、能耗大,同时也会产生一定的不安全因素。
气量调节系统
变频压缩机的气量调节系统的根本目的是通过改变压缩机的排气量来保障压缩机输出端气压稳定。
客户用气量是动态变化的,这种变化将导致管线压力的波动,变频压缩机通过改变电机的转速来控制压缩机的排气量,以匹配用户用气量的变化,保障管线压力稳定。
每款变频机组根据主机功率及额定压力的不同,变频器*大输出频率(即电机*高转速)的限定值也会有所差别。当客户用气量大于或等于机组的额定排气量时,变频机组将在*高输出频率(即满负荷状态)下运行;当用气量小于额定排气量时,变频机组将通过降低变频电机的频率从而降低主机转速,相应降低排气量;当客户停止用气时,变频电机的频率降至*低,同时进气阀关闭,停止进气,机组将在较低的背压下运行,处于空载状态。
以下通过变频压缩机运行中的三种不同状态来说明气量调节系统的功能,为简单起见,选用一台工作压力在100 psig(7bar),上限压力为110 psig (7.7 bar)之间的压缩机来说明。其它型号的变频压缩机除工作压力控制压力点不同外,其控制原理都是一样的。
起动---0至50 psig (0~3.5 bar)
按下起动按钮,变频电机从静止一直加速至*低频率运行,油气分离器中压力迅速建立,压缩空气通过控制管路关闭进气阀。压缩机轻载起动,在此过程中,卸载电磁阀失电,进气阀靠吸气真空作用微微打开,机组空载运行。
气量调节---工作压力在100 psig(7bar)
当达到设定时间后,卸载电磁阀通电,进气阀全开,机组从起动状态自动切换至气量调节状态,变频器输出频率上升(如果此时排气压力超过100P sig(7bar),机组仍将以*低频率运行)。
分离罐内压力从0升到50 psig (0-3.5 bar)期间,*小压力阀关闭,压缩空气与供气管断开,保证了润滑油的流动压力;*小压力阀的设定压力一般在50 psig (3.5 bar)左右。系统压力超过50 psig (3.5bar)后,*小压力阀打开,压缩空气进入供气管。
若所需气量高于额定排气量,排气压力下降,当低于100 psig (7bar)时,变频电机将通过提高频率的方式,增加排气量。若所需气量低于额定排气量,排气压力上升,当超过100psig (7bar)时,变频电机将通过降低频率的方式,减少排气量。
用户用气量恒定时,机组的实际工作频率也将*终稳定在*低频率与*高频率范围内的某一点。用气量越多,实际工作频率越高;用气量越少,实际工作频率越低。
在安装有螺旋阀的机组上,当变频电机以*低频率运行而系统压力仍继续上升时,螺旋阀调节机构开始工作,进一步降低压缩气量,降低机组排气量,从而稳定系统压力和降低能耗。
卸载---压力超过110 psig (7.7 bar)
当用户所需气量减少或停止用气时,管线压力将上升,变频器的输出频率开始下降,压力上升速率越快,变频器的输出频率也下降越快。当压力超过设定值110 psig (7.7bar)时(此时变频电机的频率已降至*低),电脑板发出卸载指令,使卸载电磁阀失电,关闭进气阀,打开放空阀,进入卸载状态,此时机器在较低的背压和*低频率下运行,以减少能耗。
如果此时电脑板是在手动模式下运行,机器会一直处在卸载运行模式下运行,直到管线压力下降到100 psig(7bar)以下时,电脑板将给卸载电磁阀通电,放空阀关闭,进气阀打开重新吸气,机组进入气量调节模式。
如果此时电脑板是处在自动运行模式,机组保持卸载运行到规定的时间之后将会自动停机,一旦用户管线压力降至100 psig(7bar)以下,压缩机将自动再启动进入气量调节模式。
我公司进行的空压机节能改造,是在充分了解各种空压机工作原理的基础上,根椐各种空压机的不同的控制方式,制定出相应的控制方案,有针对性的编写控制程序,设计控制电路。改造后,可实现与空压机本身的控制系统完全融合,空压机的操作方式仍旧可通过空压机上的启动和停止按钮实现对整个系统的控制,即当按启运按钮时,节能控制系统也同时启动,当按停止按钮时,节能控制系统也停止,而且一旦变频系统出现故障,系统会自动完全停止空压机的工作,直到转至工频运行。根椐空压机原工况并结合生产工艺的要求,对空压机进行变频技术改造后,系统
n 施工简单:只需4步即可完成(对施工人员的只需简单培训即可);
n 操作便捷:只需设置5个参数,即可完成;
n 工频/变频模式可选:在变频模式下恒压、节能,在工频模式下作为安全备用;
n 使用方便、智能:(标准机配备7寸彩色触摸屏)
*步:拆下原工频空压机上的3根电源进线,把这三根线接到变频柜电源进线上;
把变频柜电源出线接到空压机的电源进线上;
第二步:把变频柜辅助电源线接到空压机上;
第三步:把空压机加载阀2根线并接到变频柜上;
注意:加载阀如果是AC200V的,电气柜中的KA5用220V
继电器,如果是DC24V的,KA5用DC24继电器;
(默认KA5是220V继电器)
第四步:把空压机的△接触器辅助触点接到变频柜上;
第五步:把空压机的出气管并接一根到电气柜的进气孔上;
附图
n 变频/工频:3位选择开关;选择到右边“工频”位置时,空压机工作在工频状态,
“工频状态”指示灯亮起;选择到左边“变频频”位置时,空压机处于变频状态,“变频状态”指示灯亮起;
n 变频运行:指示灯;当变频器处于运行状态时,亮起;
n 变频故障: 指示灯;当变频器出现故障时,亮起;故障信息参考触摸屏;
n 急停:按钮;当出现紧急状况时,用于断电空压机;非紧急慎用;
n 休眠状态:当用气量减少,到达休眠点,计时开始,计时到开始休眠,灯亮起;
n 触摸屏:显示、设定参数信息;
n 电气柜侧面有气管接头,用于测定空压机出口压力;
按变频器功率:
1、22KW~55KW:1700(高)×600(宽)×500(厚)
2、75KW~90KW:1800(高)×800(宽)×600(厚)
3、110KW~280KW:2200(高)×1000(宽)×600(厚)



